
Ihr kompetenter Partner für den Werkstoff ADI
Glühen bei ADI Treatments
ADI Treatments hat von Anfang an ein breites Spektrum an Glühprozessen angeboten und dieser Bereich ist auch über die Jahre stetig gewachsen.
Unsere Erfahrung in Verbindung mit unseren Glühanlagen erlaubt es uns, verschiedenste Glühprozesse wie das Spannungsarmglühen, interkritische Glühen, Normalisieren und Glühen unter Schutzgas-Atmossphäre durchzuführen.

Wir sind in der Lage, Wärmebehandlungen bei Temperaturen zwischen 200 und 970 °C bei einem Durchsatz von über 1200 kg pro Stunde anzubieten und somit wirtschaftliche Lösungen für unsere Kunden bereit zu halten.
Bitte klicken Sie auf die Links auf der linken Seite, um mehr über die Prozesse und die Anlagentechnik bei ADI Treatments zu erfahren.
Glühprozesse
ADI Treatments bietet ein breites Spektrum an Glühprozessen an. Unsere Anlage, ausgestattet mit der Option des Glühens in Schutzgas-Atmossphäre mittels Exogaserzeugern, erlaubt es uns, einerseits Teile im interkritischen sowie ferritischen Bereich ohne Oxidation und Verzunderung zu glühen und andererseits die Flexibilität zu behalten, spannungsarmglühen bei niedrigeren Temperaturen durchführen zu können.Unsere erfahrenen Fachleute beraten Sie gerne bezüglich der möglichen Glühprozesse wie:
Spannungsarmglühen
Werkstoffe, die mechanisch bearbeitet oder kalt umgeformt wurden, haben oftmals Eigenspannungen, die beim Fertigbearbeiten oder einem weiteren Wärmebehandlungsprozess zu unerwünschten Maßänderungen führen. Ein Spannungsarmglühen vorbearbeiteter Bauteile bei 550 bis 650 °C kann helfen, das Risiko derartiger Maßänderungen beim Fertigbearbeiten zu minimieren.
Die Reduktion des Verzugsrisikos ist somit bei Bauteilen mit engen Toleranzen oder solchen, die noch weiteren Wärmebehandlungsverfahren wie dem Carbonitrieren unterzogen werden, unverzichtbar. Auch für die Wärmeeinflusszonen von Schweißnähten empfieht sich ein Spannungsarmglühen, da in diesen Bereichen aufgrund der unterschiedlichen Materialien und Abkühlraten des Grundwerkstoffs und des Schweißzusatzes oftmals Eigenspannungen herrschen.
Der Prozess des Spannungsarmglühens verändert weder die Struktur des Werkstoffs noch seine Härte und das gleichmäßige, langsame Abkühlen der Bauteile, unter Berücksichtigung der verschiedenen Querschnitte, ist von entscheidender Bedeutung.
Interkritisches Glühen
Bei diesen Prozessen, die typischerweise im Temperaturbereich von 680 – 780 °C ausgeführt werden, liegt der Fokus auf der Erzeugung eines Gefüges mit gleichmäßig verteilten, kugelförmigen Karbiden, um den Werkstoff weicher, zäher und besser bearbeitbar zu machen. Diese Struktur verbessert die Kaltverformbarkeit von Stählen und ermöglicht Kaltzieh- oder Tiefziehverfahren, bei denen es zu starken Verformungen kommt. Der Effekt dieses Glühverfahrens hängt maßgeblich von Eingangsmaterial und -gefüge ab.
Normalisieren
Wie der Name schon sagt, geht es beim Normalisieren um das Erzeugen eines gleichmäßigen, feinkörnigen Gefüges. Beim Warmwalzen, Schmieden oder Gießen entstehen oftmals Werkstoffe mit inhomogenem, grobkörnigem Gefüge , das unerwünschte Bestandteile wie Karbide enthält. Das Normalisieren wird typischerweise im Temperaturbereich zwischen 800 – 950 °C in Schutzgasatmosphäre ausgeführt, um Verzunderung zu vermeiden. Bei diesen hohen Temperaturen werden feinere Austenitkörner gebildet, die Ihrerseits die Bildung feinerer Ferritkörner beim Abkühlen fördern und so zur Verfeinerung des Gefüges führen. Im Vergleich zum ursprünglichen Gefüge sind die neuen Körner feiner und homogener verteilt und führen zu einer besseren Bearbeitbarkeit der Bauteile.
Glühen
Dieser Prozess wird normalerweise bei Bauteilen angewendet, die nach dem Schmieden oder Warmwalzen schnell abgekühlt sind. Die Teile sind dann schwer zu zerspanen und neigen zur Rissbildung bei nachgelagerten Wärmebehandlungsprozessen. Beim Glühprozess wird das Material weicher, und zwar durch die Umwandlung der perlitischen Struktur in kugelförmiges Zementit, welches in ein weiches ferritisches Grundgefüge eingebettet wird. Dadurch wird die Bearbeitbarkeit verbessert und das Risiko der Rissbildung bei nachgelagerten Prozessen verringert. Dieser Prozess wird typischerweise bei Temperaturen zwischen 800 – 950 °C unter Schutzgas-Atmosphäre durchgeführt, um Oxidation zu verhindern.

Anlage und Kapazität
Der Bereich Glühen bei ADI Treatments besteht aus drei Banddurchlauf-Glühöfen, die allesamt das komplette Spektrum der Glühprozesse vom Spannungsarmglühen bis hin zum Glühen unter Schutzgas-Atmossphäre abbilden können. Alle Linien kann man mit Bauteilen bis zu einer maximalen Höhe von ca. 0,2 Meter beschicken.
Unser etwas kleinerer, mit Gas befeuerter Ofen (0.6 Meter breit, Durchsatz ca. 250kg/h) wird unter anderem für kleinere Bauteile wie Niete verwendet. Bei diesen Bauteilen kommt es oftmals auf ein glänzendes Finish an, was mit Hilfe diesen Ofens möglich ist. Exothermes Gas wird hier eingesetzt, um eine Schutzgas-Atmossphäre zu erzeugen, und diese wird durchgängig überwacht, um die hohen Anforderungen an das Finish der Teile zu erfüllen. Mit Hilfe unserer kleinen Glühstrecke sind wir in der Lage, die Teile im wahrsten Sinne des Wortes “blank” zu glühen.
Unsere beiden breiteren Durchlauföfen sind elektrisch betrieben und geben uns Flexibilität bzgl. der verschiedenen, parallel benötigten Prozesstemperaturen, so dass wir unproduktive Zeiten zwecks Temperaturänderungen minimieren können.
Der ältere der beiden Öfen (0,85 Meter breit, Durchsatz ca. 500kg/h) ist ein leistungsstarker Elektroofen, sozusagen unser Alleskönner. Aufgrund seiner Abmessungen können wir ein breites Spektrum von Teilen effektiv wärmebehandeln und aufgrund seiner Leistungsfähigkeit ist ein schnelles Aufheizen auf höhere Temperaturen möglich, falls andere Parameter eingestellt werden müssen. Durch die hohe Ofenleistung werden die Bauteile schnell auf Temperatur gebracht, gleichmäßig erhitzt und bleiben ausreichend lang bei Prozesstemperatur im Ofen, ohne dass der Durchsatz leidet.
Unser zweiter Elektroofen (0.9 Meter breit, Durchsatz ca. 500kg/h) ist speziell für solche Anwendungen konzipiert, wo es auf lange Haltezeiten auf Prozesstemperatur und langsameres Abkühlen ankommt. Die Linie hat zu diesem Zweck eine etwa doppelt so lange Heizstrecke und eine weitaus längere Kühlstrecke als die anderen beiden Durchlauföfen. Der Ofen kommt dementsprechend vorzugsweise dann zum Einsatz, wenn eine lange Haltezeit und ein langsames Abkühlen der Teile zur kompletten und sicheren Umwandlung des Gefüges wichtig sind.

Unsere vier Exogaserzeuger produzieren Gas hoher Qualität für unsere Glühöfen, so dass wir Prozesse unter Schutzgas anbieten und somit Oxidation und Verzunderung der Bauteile ausschließen können. Unsere Kunden können also problemlos nachfolgende Produktionsschritte wie zerspanen oder beschichten durchführen.
Für Komponenten, die entweder zu groß für unsere Durchlauföfen sind oder wo die Glühbehandlung ein längeres, genau kontrolliertes Temperaturgefälle beim Erhitzen oder beim Abkühlen erfordert, können wir auch das Glühen im Kammerofen anbieten. Dies ist wiederum unter Schtuzgas-Atmosphäre oder in offener Atmossphäre möglich.
Downloads
Im weiteren Verlauf finden Sie eine Auswahl von Veröffentlichungen, die sich in erster Linie mit dem Verfahren des Austemperns befassen und Ihnen somit die Vorteile und mögliche Anwendungen des Werkstoffs ADI näher bringen.
Bitte klicken Sie auf die unten stehenden Links, um die Veröffentlichungen herunterzuladen.
Sie finden auch einen Link zur Kopie unserer Geschäftsbedingungen am Ende der Seite.
(Prüfen Sie nach Abschluss des Herunterladens bitte Ihren Ordner “Downloads”.
Eine Veröffentlichung, die die Zusammenarbeit von Konstrukteur, Gießer und Wärmebehandler bei der Entwicklung neuer Achskomponenten beschreibt.

Eine gemeinschaftliche Veröffentlichung über die Entwicklung einer ADI-Kurbelwelle durch ADI Treatments, Applied Process und TVR für das Hochleistungs-Sportcoupé TVR Tuscan.
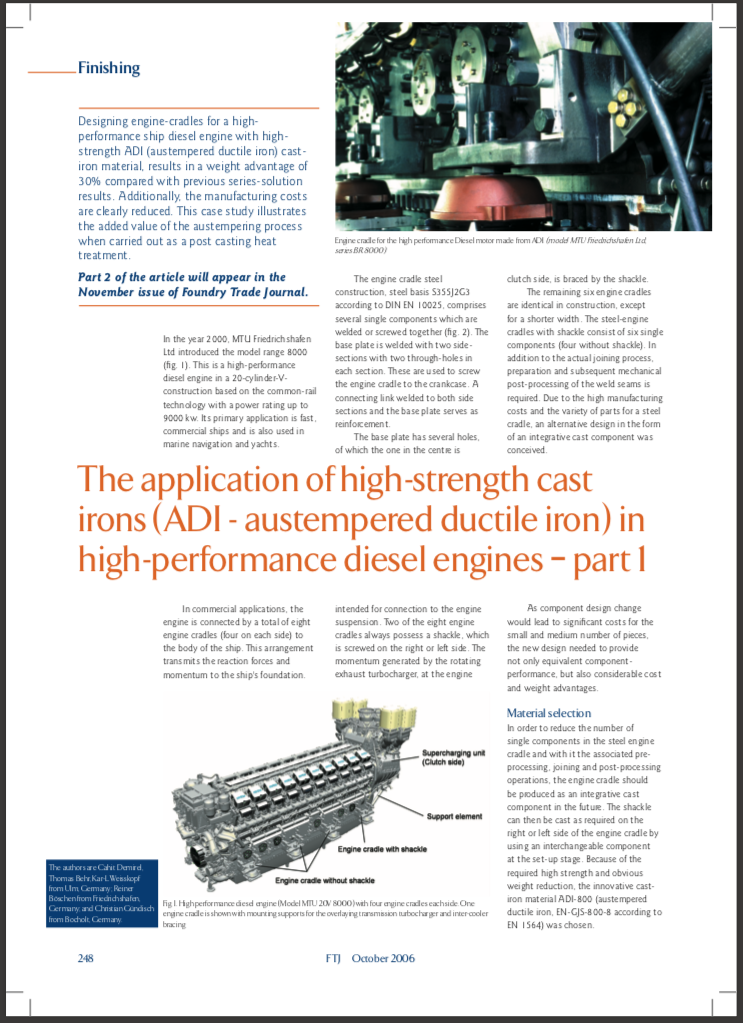
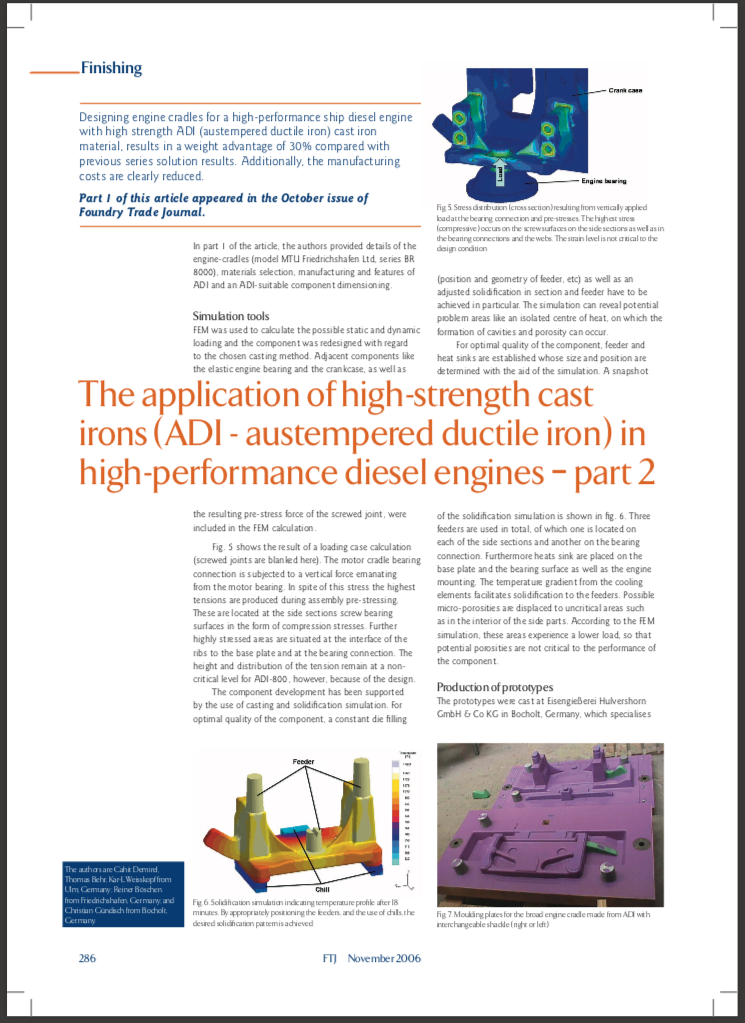
ADI in großen Dieselmotoren
Ein Artikel, der in zwei aufeinanderfolgenden Ausgaben des Institute of Cast Metals Engineers Foundry Trade Journal veröffenlicht wurde und sich mit den Vorteilen von ADI in Hochleistung-Dieselmotoren befasst.
World Foundry Congress 2016 Presentation
Zusammenfassung eines anlässlich des World Foundry Congress 2016 gehaltenen Vortrags mit hervorragenden Versuchsdaten und Vergleichen zwischen unbehandelten und wärmebehandelten Eisengussteilen.

Veröffentlichung aus dem Institute of Cast Metals Engineers Foundry Trade Journal über einige der zahlreichen Vorteile beim Einsatz von CADI bei Verschleißanwendungen.
