
The Expert Source for Austempered Ductile Iron
The Expert Partner for Producers and Users of Austempered Ductile Iron Castings
ADI Treatments Ltd operate protective atmosphere, batch austempering furnaces with a weekly output in excess of 100 tonnes per furnace. Our standard process payloads are up to 2.8 tonnes with maximum component dimensions 1m x 1m x 2m. In addition, we have the capability to process 1.8m2 by 1.3m high, 7 tonne payloads in our purpose-built protective atmosphere batch furnace.
The measured addition of water, injected directly into the quench bath enables us to accelerate the quenching speed and this, in comparison to other furnace systems, allows “through austempering” of thicker cross-sections and the successful austempering of leaner alloyed materials at a given cross section.
To attain maximum efficiency and capability, the furnaces are fully integrated into the operating system by computer control. Our unique facility can deliver competitive advantages in both cost and performance.

Austempering is an isothermal heat treatment applied to ferrous materials.
The precise control of process times and temperatures facilitates the production of a microstructure that is stronger and tougher than the structures resulting from conventional heat treatments.
Traditional Heat Treatment
Traditional heat treatment processes involve heating the parts to “red heat”, a process called austenitisation, often in a controlled atmosphere to prevent scale. The parts are held at red heat for a time then quenched rapidly in a bath of oil or water, generally kept near room temperature. This produces the crystalline structure known as martensite, a hard but brittle phase. Parts quenched in this way must undergo a second, lower temperature heat treatment (“tempering”) to recover their ductility.
How is Austempering Different?
Austempering starts similarly. The parts first undergo austenitisation under a controlled atmosphere but, rather than being quenched in oil or water, they are then quenched in a bath of molten salt held at a specific temperature between 230°C and 400°C.
At this stage the material completes an isothermal transformation. Because the quench temperature is above the martensite transformation temperature, a different structure results. In Austempered Ductile Iron and Austempered Grey Iron the resulting structure is Ausferrite; in steels it is Bainite.
In conventional heat treatment, as the part reaches the critical temperature the formation of martensite is instantaneous. The outside of the part may therefore be transformed while the inside remains red hot. This lack of uniformity results in distortion and microcracks that reduce the strength of the part.
By contrast, the austempering reaction that produces Ausferrite or Bainite takes place over many minutes or some hours. This results in uniform growth and a stronger, less disturbed, microstructure.
Let us Help
To help realise the benefits of ADI and Austemepered products in your manufacture, we would be pleased to explore any design opportunities with you.
We can advise on all aspects of engineering with ADI including: alloy selection, foundry practice, dimensional stability and machining. We can discuss potential applications and perform material and cost analyses to help you justify selection of ADI for your products.
We can also advise on the Austempering and Carbo-Austempering of steel products. The links on the left-hand side provide more information on each of these treatments and materials.

ADI - The Basics
ADI is produced by heat treating ductile cast iron; sometimes with the additon of small amounts of copper, nickel and molybdenum to improve hardenability. The heat treatment parameters are carefully selected for the application.
Castings are first austenitised to enrich the austenite with carbon, then quenched rapidly to avoid the formation of pearlite. Austempering brings about the nucleation and growth of acicular ferrite, accompanied by the rejection of carbon into the austenite.
The resulting microstructure, known as “Ausferrite”, gives ADI special properties.
Ausferrite exhibits twice the strength for a given level of ductility compared to the pearlitic, ferritic or martensitic structures formed by conventional heat treatments.
Because the carbon rich austenite phase is stable in ADI it enhances the bulk properties. Furthermore, as the austenite is thermodynamically stable, it can undergo a strain-induced transformation when locally stressed, producing islands of hard martensite that enhance wear properties. This behaviour contrasts with that of the metastable austenite retained in steels, which can transform to martensite at room temperature.

ADI, AGI and CADI - Some Advantages
All heat treatments create dimensional change but with ADI this effect can be minimsed. The process is isothermal which means that components of the same incoming chemistry will grow the same way every time.
Batch-to-batch and part-to-part, your components will have predictable growth from the Austempering process. That means you can design the dimensional change into your component and let it grow to its tolerance.
The final properties (grades) of the ADI are governed by the austempering temperature and duration.
Based on customer input, our proprietary computer models can make accurate material and process selections and predict these properties. We can then assist the design engineer to find the optimum and most efficient solutions.
The Austempering of Grey Iron forms AGI, a material with excellent damping and wear resistance. Current applications include cylinder liners and bearing collars.
Carbidic ADI (CADI) is a new material formed with a matrix of ausferrite and carbides to add strength and wear resistance to ductile iron parts. The result is a premium, engineered iron with longer life and greater wear resistance than ADI 1400 (EN1564).
Applications for CADI are to be found in off-highway vehicles, agricultural equipment, railroad car, truck, construction, mining, general industrial, material handling, and ground engaging components.

Background to Austempered Ductile Iron
Austempered Ductile Iron is a family of heat treated cast irons which are processed to meet the requirements of EN1564, ASTM 897M or ISO17804.
The austempering heat treatment converts ductile iron to austempered ductile iron (ADI), bringing about excellent strength, toughness, and fatigue characteristics.
ADI is stronger per unit weight than aluminium, as wear resistant as steel and has the potential for up to 50% cost savings.

Origins
Austempered Ductile Iron is still widely regarded as a “new material”.
A major reason for this was the slow commercialisation of the Austempering process.
ADI remained a laboratory curiosity until 1972 when a limited facility was set up to process a small compressor crankshaft in the USA.
However, the first truly viable commercial service was delayed until the introduction of new furnace developments at Applied Process Inc in Michigan during 1984.
Considerable process modelling and material evaluation has followed, resulting in wider understanding and acceptance of ADI.
Why ADI?
For the designer ADI is a most versatile material, enabling innovative solutions to new and current problems.
By selecting precise heat treatment parameters a specific set of properties can be achieved. The lower hardness ductile iron castings are used in structural applications, often where weight and cost reduction are important.
Wear resistance is superior to steel at any given hardness level, making the higher hardness grades ideal for mining, construction, agricultural and similar high abrasion applications.
ADI competes favourably with steel components, especially for heavy-duty parts where reliability is paramount.
It is used to upgrade from standard ductile irons, and as a substitute for manganese steel and Ni-hard materials.
When strength is required ADI is particularly cost-effective: tensile and yield values are twice those of standard ductile iron; fatigue strength is 50% higher and it can be enhanced by shot peening or fillet rolling.
With its high strength-to-weight ratio ADI can even replace aluminium when reduced section sizes are acceptable.

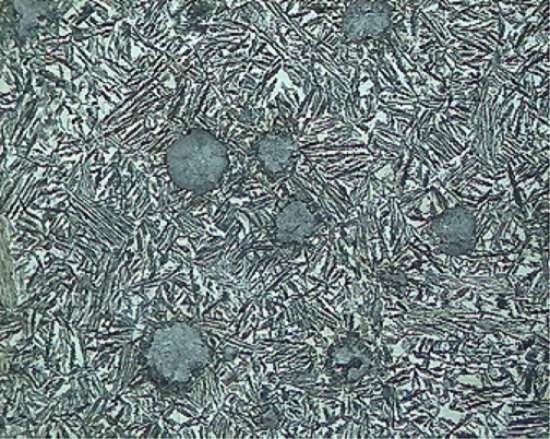
The ADI Microstructure
Ductile Cast Iron undergoes a remarkable transformation when subjected to the austempering heat process.
A new microstructure (ADI) results with capability superior to many traditional, high performance, ferrous and aluminium alloys.
To optimise ADI properties for a particular application the austempering parameters must be carefully selected and controlled.
Castings are first austenitised to dissolve carbon, then quenched rapidly to the austempering temperature to avoid the formation of deleterious pearlite or martensite.
While the casting is held at the austempering temperature nucleation and growth of acicular ferrite occurs, accompanied by rejection of carbon into the austenite.
The resulting microstructure, known as “Ausferrite”, gives ADI its special attributes.
Ausferrite exhibits twice the strength for a given level of ductility compared to the pearlitic, ferritic or martensitic structures formed by conventional heat treatments.
Because the carbon rich austenite phase is stable in Austempered Ductile Iron it enhances the bulk properties.
Furthermore, while the austenite is thermodynamically stable, it can undergo a strain-induced transformation when locally stressed, producing islands of hard martensite that enhance wear properties.
This behaviour contrasts with that of the metastable austenite retained in steels, which can transform to brittle martensite at room temperature.
AGI
The AGI microstructure is very similar to ADI but the graphite form is flake rather than nodular. This microstructure leads to a unique combination of high stengeth and high dampening in AGI parts. This makes AGI an ideal choice for applications where wear resistance and strength are required along with high vibration or sound dampening properties.
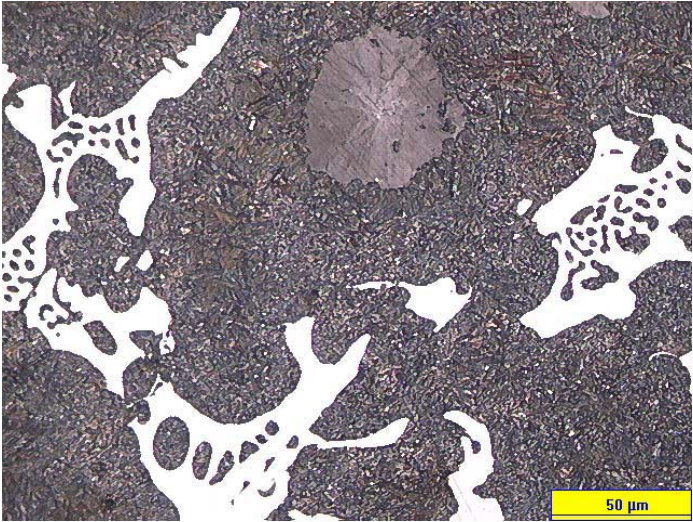
CADI
CADI (Carbidic ADI) contains either alloy, or iron-based carbide to a given percentage range depending on application. The resulting microstructure has an ADI matrix with carbides within it. The ADI matrix around the carbides can be controlled by the selection of the heat treatment parameters.
Standard Grades of ADI
The properties of each grade are determined by the Austempering treatment and are not affected by chemistry of the iron.
Below are some tables with the ADI grades relating to each of the International classifcation standards used.
Note: The EN and ISO Standard values advised in the table are based on separate (or cast on) test bars/blocks less than 30mm.
| ISO 17804 | |||||
| Symbolic Definition | ISO17804-2005 |
Tensile Strength Rm(N/mm2 Min) |
0.2% Proof Strength Rp 0.2(N/mm2 Min) |
Elongationan A5(%Min) Lo=5XD |
Brinell Hardness |
| ADI 800 | ISO17804/JS/800-10 | 800 | 500 | 10 | 250-310 |
| ADI 900 | ISO 17804/JS/900-8 | 900 | 600 | 8 | 280-340 |
| ADI 1050 | ISO17804/JS/1050-6 | 1050 | 700 | 6 | 320-380 |
| ADI 1200 | ISO17804/JS/1200-3 | 1200 | 850 | 3 | 340-420 |
| ADI 1400 | ISO17804/JS/1400-1 | 1400 | 1100 | 1 | 380-480 |
| ADI 1400 | ISO17804/JS/HBW400 | 1400 | 1100 | 1 | Min.400 |
| ADI 1600 | ISO17804/JS/HBW450 | 1600 | 1300 | - | Min.450 |
| EN 1564 | |||||
|
Conventional Name |
UNI EN1564 |
TensileStrength Rm (N/mm2 Min) |
0.2% ProofStress Rp 0.2 (N/mm2 Min) |
Elongation A5 (%Min) Lo=5XD |
Brinell Hardness |
| ADI 800 | EN-GJS-800-10 | 800 | 500 | 10 | 250-310 |
| ADI 900 | EN-GJS-900-8 | 900 | 600 | 8 | 280-340 |
| ADI 1050 | EN-GJS-1050-6 | 1050 | 700 | 6 | 320-380 |
| ADI 1200 | EN-GJS-1200-3 | 1200 | 850 | 3 | 340-420 |
| ADI 1400 | EN-GJS-1400-1 | 1400 | 1100 | 1 | 380-480 |
| ADI 1400 | EN-GJS-HB400 | 1400 | 1100 | 1 | Min 400 |
| ADI 1600 | EN-GJS-HB450 | 1600 | 1300 | - | Min 450 |
| ASTM A897M | |||||
|
Conventional Name |
ASTM A897M |
TensileStrength Rm (N/mm2 Min) |
0.2% ProofStress Rp 0.2 (N/mm2 Min) |
Elongation A5 (% Min) Lo =5XD |
Brinell Hardness |
| ADI 900 | 900-650-09 | 900 | 650 | 9 | 269-341 |
| ADI 1050 | 1050-750-07 | 1050 | 750 | 7 | 302-375 |
| ADI 1200 | 1200-850-04 | 1200 | 850 | 4 | 341-444 |
| ADI 1400 | 1400-1100-02 | 1400 | 1100 | 2 | 388-477 |
| ADI 1600 | 1600-1300-01 | 1600 | 1300 | 1 | 402-512 |
|
ASTM A897M (Mixed Microstructure) |
|||||
|
Conventional Name |
ASTM A897M |
TensileStrength Rm (N/mm2 Min) |
0.2% ProofStress Rp 0.2 (N/mm2 Min) |
Elongation A5 (% Min) Lo=5XD |
Brinell Hardness |
| ADI 750 | 750-500-11 | 750 | 500 | 11 | 241-302 |
There are no standard grades for AGI or CADI
Performance Benefits of ADI
ADI castings are increasingly displacing steel forgings and castings, welded fabrications, carburised steel, and aluminium due to superior performance:
Strength comparable to steel
Because of its equivalent strength, nearly 80% of all cast and forged steels can be replaced with some grade of Ductile Iron or ADI.
Lower density than steel
The relative weight per unit of strength of ADI allows economy in design without loss of performance.
For a given shape, an ADI component will be 10% lighter than steel.
“Lighter” than aluminium
ADI is three times stronger than the best cast or forged aluminium and weighs only 2.5 times as much.
Because it is twice as stiff, a properly designed ADI part can replace aluminium at a weight saving.
Excellent fatigue strength
ADI’s dynamic properties exceed those of forged, cast and microalloyed steels.
Unlike aluminium, ADI’s endurance limit remains nearly constant after tens of millions of cycles.
Improved noise damping
The presence of graphite in the ADI matrix improves noise damping, for quieter, smoother running components.
Superior wear and abrasion resistance
ADI’s abrasion resistance exceeds that of conventionally processed steels and irons at a lower ‘bulk’ hardness level.
Unlike carburised steel (case hardened), which loses wear resistance as the carburised layer is removed, ADI improves in service.
Wear resistance is superior to steel at any given hardness level, making it ideal for earth moving and other high abrasion applications.
Cost Benefits of ADI
The base price of ADI material is lower per kilo than steel or aluminium but this accounts for only a fraction of the potential savings.
Designing with ADI can save cost at each stage of manufacture; parts can then be produced for less than a steel forging or for half of the cost in aluminium.
Several factors favour ADI in value engineering:
ADI Material Cost is Competitive
Excellent castability
Readily cast into complex shapes, Ductile Iron has a very high yield rate i.e. the proportion of metal poured versus metal shipped.
Lower machining cost
Well suited to near net shape casting,
ADI requires less starting material and less metal removal.
Prior to Austempering, Ductile Iron exhibits better machinability than free-machining steels.
Both Ductile Iron and ADI produce dense, discontinuous chips which reduce costs by being easier to handle, store and transport.
Heat treatment savings
Austempering generally costs less than Carburising or Induction Hardening, and produces a higher degree of uniformity and predictable dimensional changes.

Performance is cost effective
Low energy content
Producing a typical ADI casting consumes 50% less energy than a steel casting, and 80% less energy than a steel forging
Best value
When comparing relative cost per unit of yield strength, ADI is generally the best option.
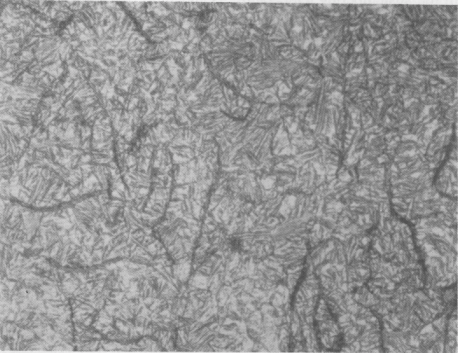
Austempering of steel components offers, in general, many of the same benefits of Austempering iron products.
Austempering in steels is typically used with medium and high carbon steels, for example cs60 or cs70.
As the amount of carbon in the steel increases the hardenability also improves and this allows greater section sizes to be through hardened.
Generally, this is limited to around 12mm max, unless specially alloyed forged steels are used, and these can achieve through hardening of greater section sizes (25mm is typical). Common applications include turf care and springs.

Some of the benefits of Austempering steel products include:
Less cracking and/or distortion due to the process being an isothermal treatment. This means the core and outer sections of the components cool simultaneously therefore reducing the distortion and cracking often seen with traditional quench and temper methods due to the different section sizes cooling at different rates.
High yield strength and elongation characteristics are improved due to the bainitic matrix found in steel.
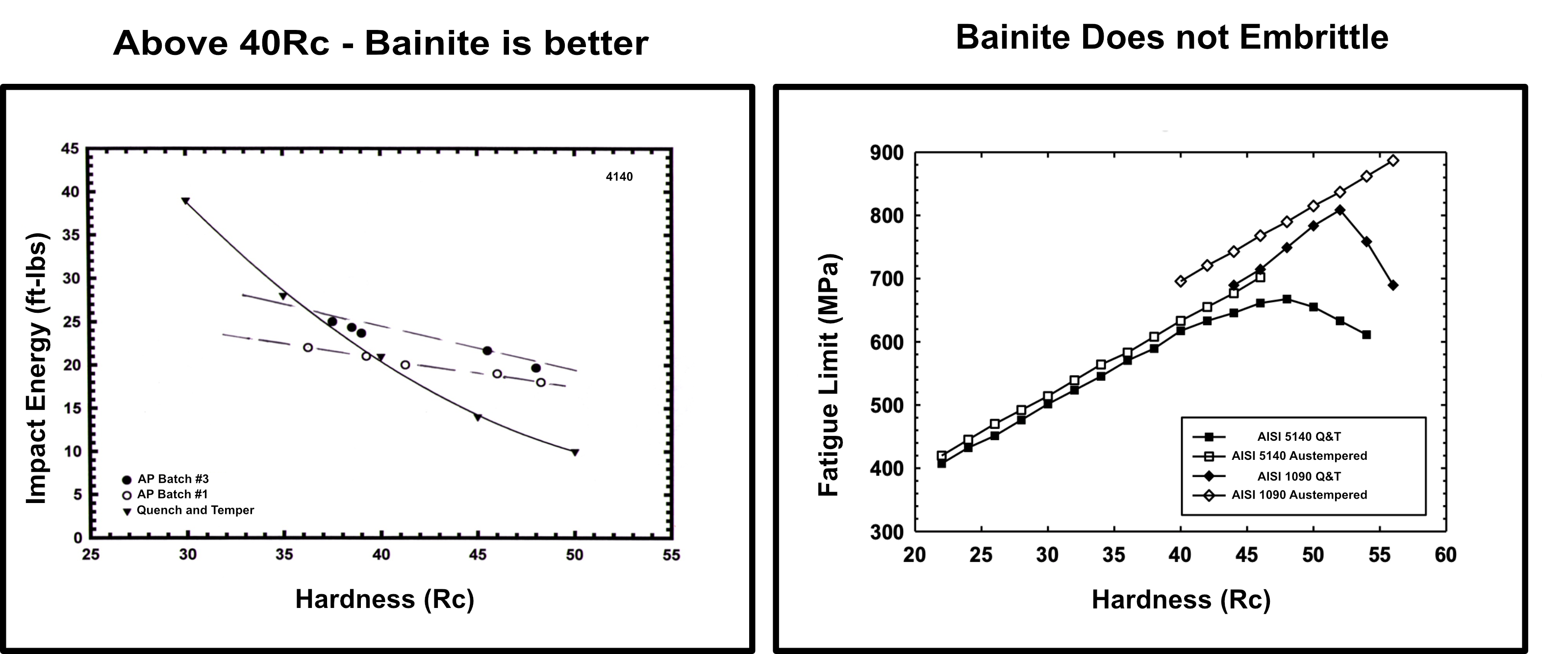
Excellent impact properties allow it to be used high in impact areas like flails and mining heads.
Wear resistance is better than traditional quench and temper techniques when hardness’s are greater than 40 Rockwell.
ADI Treatments generally offer this process for larger components (bushes, larger springs etc.)
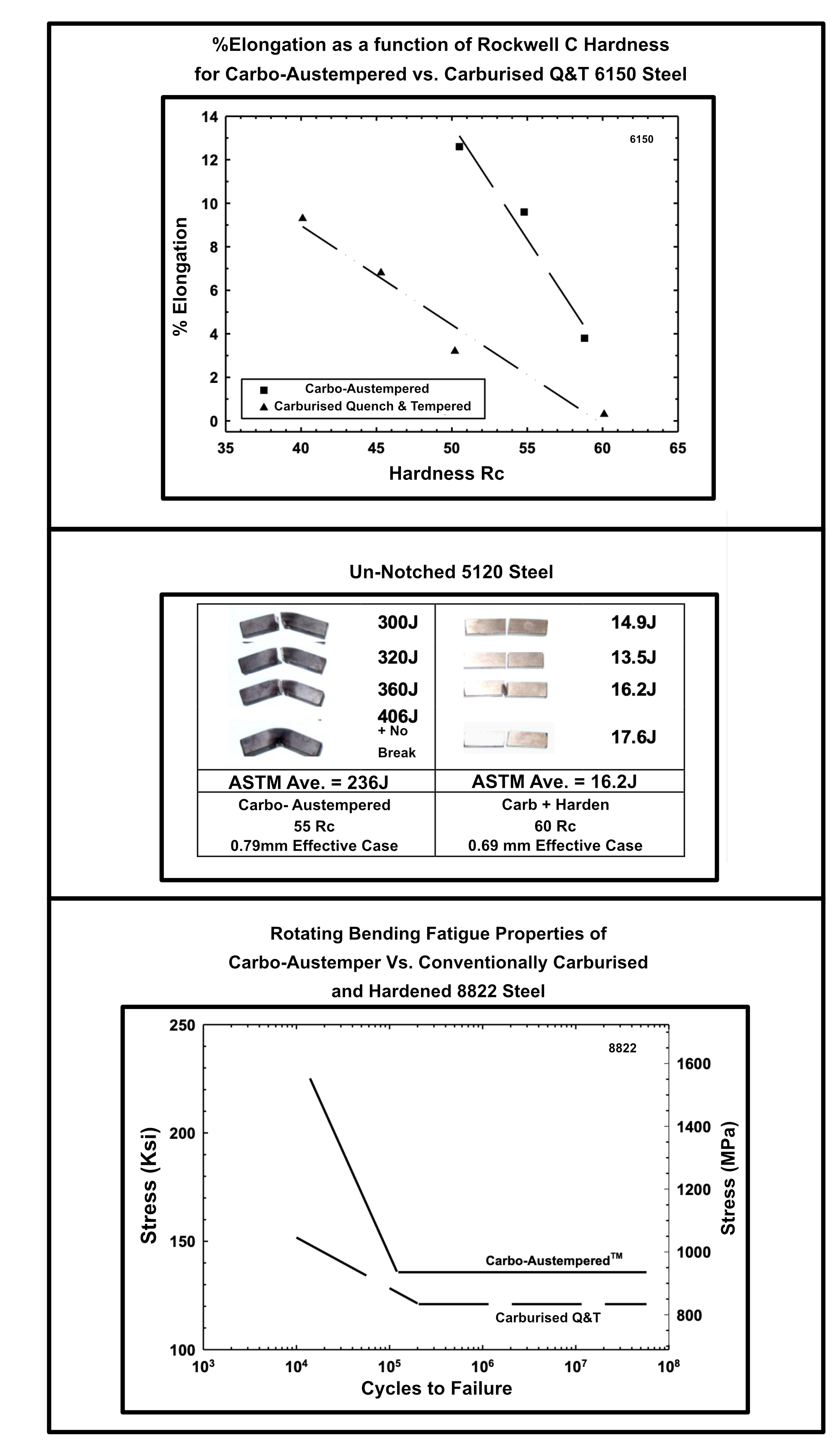
The graphs below give some examples of the advantages of Austempering steel when compared to quench and temper methods.
Carbo-Austempering
The Carbo-Austempering of steel is generally similar to performing a carburise, quench and temper process but is actually a carburise and Austemper.
This maintains the advantages of Austempering discussed in the steel section (less cracking/distortion, higher yield strength and elongation and improved impact properties) but also offers superior mechanical properties when compared to traditional quench and temper processes.
Carbo-Austempering also provides better wear resistance when compared to a carburise, quench and temper with a layer of high carbon bainite producing typical case depths of 1.2mm.

The graphs below give an overview of the benefits of the Carbo-Austemper process over traditional Quench and Temper methods:
Downloads
Below you will find a selection of papers, mainly focussing on the Austempering process, to give a deeper understanding of the benefits and use cases for Austempered products.
Please click on the links below to download the papers.
You will also find a link to a copy of our Conditions of Business at the bottom of the page.
(Please check the downloads folder in your browser once the download is complete).
A paper outlining the work done to devlop new axle parts with close collaboration between foundry, designer and heat treater.

A collaborative paper outling the work done between ADI treatments, Applied Processes and TVR to develop a Crankshaft in ADI for the high performace TVR Tuscan.
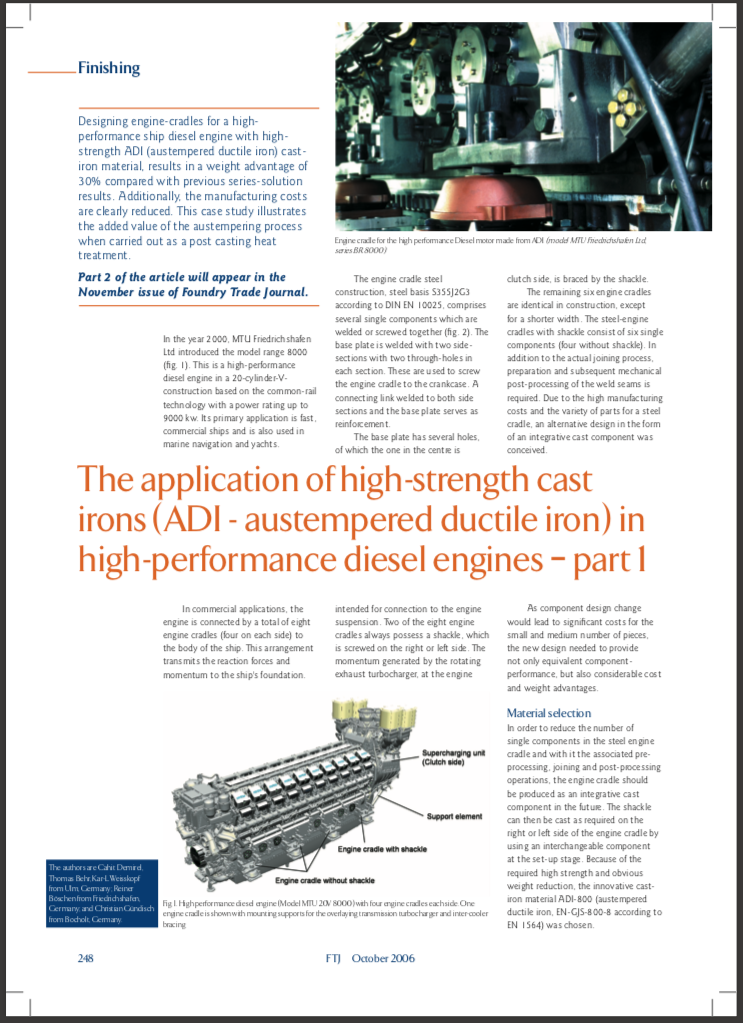
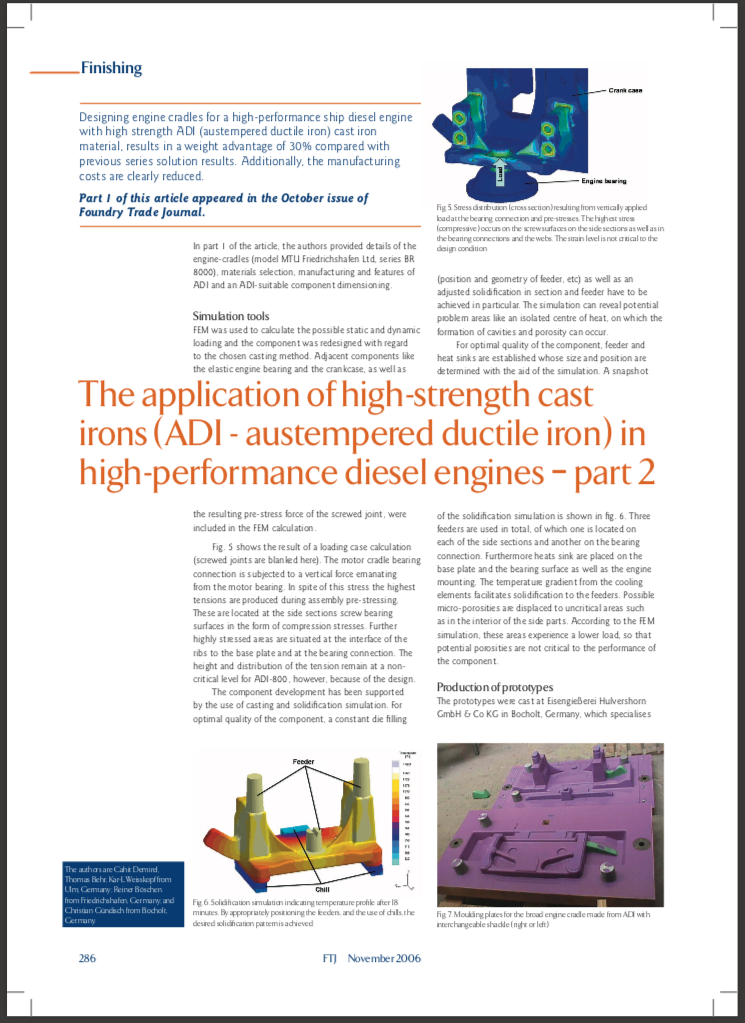
ADI in Large Diesel Engines
An article published in two consecutive issues of the Institue of Cast Metals Engineers Foundry Trade Journal discussing the advantages of ADI for applicatioons in High-Performance Diesel Engines
World Foundry Congress 2016 Presentation
Notes from the joint talk given at the World Foundry Congress in 2016 giving some excellent test data and comparisons between as cast and heat treated materials.

Paper published in the Institute of Cast Metals Engineers Foundry Trade Journal explaining some of the many advantages of using CADI in wear resistant applications.
